
The initial survey on a winder involves establishing bench marks relative to the slides that carry the core chucks. This is critical. That is done by installing permanent brass monuments in the floor. All rolls and components are measured to this reference. From this we can produce a strip chart that maps the theoretical path of the paper through the Winder. This chart shows potential problem areas with paper tracking.
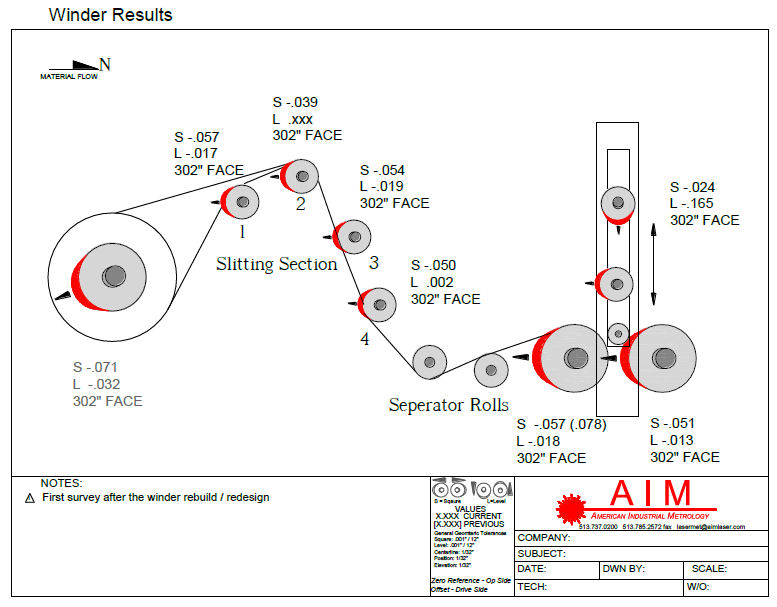
Slitting Section
• The first roll is -.057” to the entry on the drive side and -.017” low on the drive side.
• The second roll is -.039” to the entry on the drive side.
• The third roll is -.054” to the entry on the drive side and -.019” low on the drive side.
• The fourth roll is -.050” to the entry on the drive side and .002” high on the drive side
Bed Rolls
• The Rear Bed roll is -.057” to the entry on the drive side and -.018 low on the drive side.
• The Front Bed roll is -.051” to the entry on the drive side and -.013 low on the drive side.
In addition to this, AIM produced a log diameter gauge. This gauge measured the diameter of the log coming of the paper machine on both the tending side and drive side and compared them. It also measured log eccentricity. By combining this eccentricity with vibration data coming of the winder, caliper issues, loose wind issues and run speeds could be determined.
The back bed roll was corrected parallel to the front bed and to the rest of the rolls on the winder. The relationship between the Rider roll and the Bed rolls would be expected to affect product quality and cause run ability issues. The correction resulted in the bed rolls being parallel to the slitting section. The vibration issues were dramatically reduced and the alignment of the rolls allowed the winder to be operated at optimum speeds without loss of product.
Laser Alignment
Laser Alignment
The measurement and alignment in this case study was conducted with lasers. This means the data can be repeated at unrelated time intervals – over the course of the entire measurement and alignment. Because laser measurements offer “live” data, moves can be made in real-time, eliminating the need to move and recheck and then repeat until the desired alignment is achieved saving time and money.
Proper alignment of rolls to a single baseline is critical to the operation and maintenance of all the sections in a paper machine. The laser measurement techniques presented here can be applied to all sections and/or rolls – whether you are measuring and entire section or just replacing individual rolls.





